| 产品特性:双工位 | 是否进口:否 | 产地:江苏 |
| 类型:高频钎焊机 | 型号:DIH-40 | 频段:高频 |
| 品牌:泰之斗 | 动力形式:高周波 | 产品别名:高频钎焊机 |
| 电流:直流 | 用途:焊接 | 作用对象:金属 |
| 工作电压:AC380V | 工作温度:100-1000℃ | 工作频率:10-60KHz |
| 焊接厚度:定制 | 焊料:钎焊料 | 套装:DIH-40 |
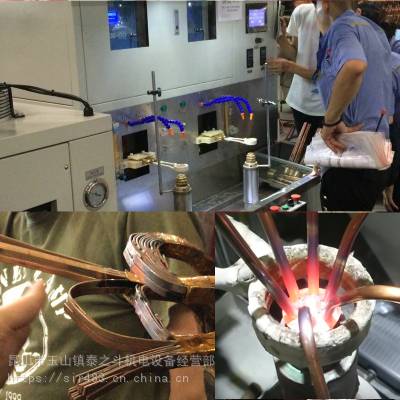
感应钎焊的概述:
感应钎焊是通过一定频率的交变电流在金属零件周围产生交变电磁场,金属零件在交变磁场内在产生感应电流,而工件的金属材料都有一定的电阻,电流在电阻的作用下产生热量,所以有时也被称作I2R损耗。感应钎焊时,两个零件组装在一起被放置于交变磁场中,由于热量是由工件本身内部产生的,焊口部位被迅速加热,两个工件以及放于焊口处的焊料和焊剂被同时加热到钎焊温度,焊缝会在瞬间被填满而形成完好的钎焊接头
高频感应钎焊的优点:
1、选择感应电流作为热源,加热面积小。通常可以减少构件的性能变化,例如在链接高强度部件时,材料在回火或者退火下强度的损失。选择这种加热方式可以减少工件变形,消除可能发生的对接头周围的烧损。但有些工件的形状会受感应圈的影响而无法加热。
2、相对精准的加热控制,能提供外观平整、光滑、均匀的接头。感应钎焊生产的接头工艺一致性强,加热造成的合金损耗最小。当不同的接头距离较近时,利用该方法的精准热量控制和集中加热能力,可以不使用递减钎焊温度的钎料进行顺序钎焊。但过高精度的温度控制要求也会带来设备投资的提高。
3、加热速度快,被加热工件变色轻,一般来说允许在空气中加热,工艺简单,效***。没有温度和时间控制的设备或控制的不准确,过快的加热速度也会使零件生产过烧现象。
4、在需要时,感应器和控制箱可采用柔性连接,满足在工件移动的过程中钎焊接头。感应钎焊可应用在生产线上,允许在组装装备线上布置设备,如果需要可以遥控控制。自动或半自动生产线以预置钎料的方式进行,可以节省技术工人。
5、使用感应钎焊可减少和简化夹持工装。感应钎焊的加热范围小,增加了所用工装的寿命,保持了被链接部件的尺寸精度。
6、产量不高时,用铜管制成的简单的感应器也可以很经济地完成感应钎焊操作。

双工位感应钎焊的优点:
1,质量方面:***焊堵隐患,提升产品一次钎焊合格率,并改善焊缝外观。
2、效率方面:高频钎焊较手工焊提效30%以上,高效,快捷。
3、成本方面:因将焊料由焊丝调整为焊环,并实现焊料使用的落地返冲,且可以严格控制单点焊接所消耗的焊料用量,大大降低人工造成的焊料浪费,为企业节省原材料成本。
4、保护气体:双工位均有进行氮气保护,两工位氮气流量单独可调,并可通过流量调节开关调整氮气流量大小
5、电气控制:采用中文触屏,可调整生产过程的所有工艺参数,具备存储并提取实际输出的工艺参数,并同时对工艺参数进行监控,即所有焊接工艺参数均可控可调。
6、报警系统:控制系统有报警装置,设备出现故障时及时进行报警,设备上自动显示及存储错误信息,且报警信息可查询。
7、通讯接口:设备留通信端口,便于后续开展设备自动化信息管理工作。
8、工装夹具:工装定位可进行X、Y、Z三轴调节。
双工位感应钎焊应用主要分布:
金属加工行业热处理:包括淬火、退火、回火等工艺,例如轴、轴承、齿轮、刀具刃具、钢管、钢带的热处理。
透热:主要用于热锻,金属料加热到一定温度后锻造成各种形状。
熔炼:融化金属,用于炼钢、浇注等。
焊接:高频/中频感应焊接,或焊接过程中的辅助加热,可应用于高工艺要求的焊接场合,如液态扩散焊、钎焊等,应用场合如发电机定子线棒端部和引线的银铜焊接、大型空调薄壁铜管或铝管焊接、输油管道焊接与不停油修复,变压器绕组钎焊。
热套:轴和环类热套,例如电动机转子加热后套轴。
非金属间接加热:复杂绝缘与金属混成结构,如发电机定子线棒渐开线段融胶固化。